精密冲压件公差,什么叫精密冲压和普通冲压
精密冲压件公差,什么叫精密冲压和普通冲压,很多人在冲压时会遇到这个问题,今天就由国模五金为大家从以下几个方面来和大家一起说说精密冲压件公差,什么叫精密冲压和普通冲压的问题。
如何确定冲压件的尺寸精度等级冲床周边自动化整厂设备 青岛亿拓机械设备有限公司工厂位于华东地区山东青岛市城阳区西田工业园。公司技术力量雄厚,严格标准化生产程序,有着多年专业从事冲床周边自动化设备的研发经验,是冲床周边自动化系列设备的专业制造厂家。本公司以设计、制造、销售、服务、贸易为一体的多元化企业。可根据客户的不同要求,特殊设计、制造各种冲床周边自动化系列的整厂设备。公司专业制造产品有:NC伺服滚轮送料机,高速滚轮送料机,空气自动送料机,NC三合一型伺服整平送料机,开卷、矫平、剪切生产线,全自动纵剪分条机,平板式送料机,料架矫正二合一,平面(横)式电子控制送料机,重型自动材料架,轻型自动(收)送料架,精密(薄、中、厚)板矫正机,光电保护装置,自动给油机,冷弯成型机等系列冲床周边自动化整厂设备。青岛亿拓机械设备有限公司-生产冲床周边自动化系列的整厂设备。

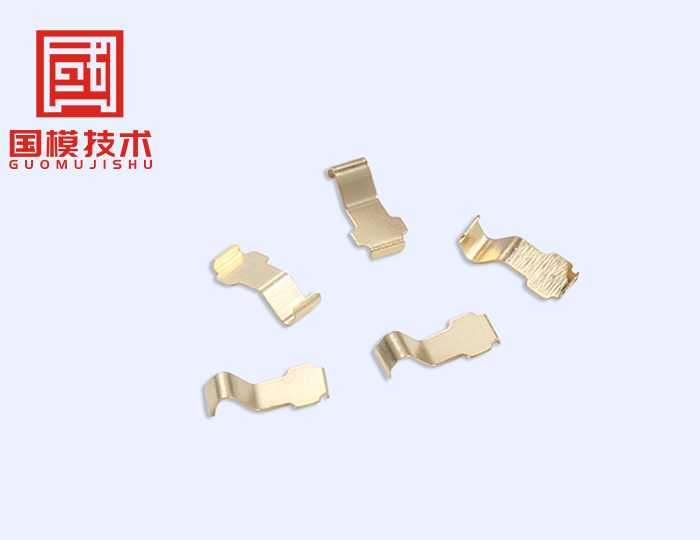
首先要了解什么是冲压?冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。主要表现如下。(1) 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲件。(2) 冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。(3) 冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁、覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。(4) 冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。由于冲压具有如此优越性,冲压加工在国民经济各个领域应用范围相当广泛。例如,在宇航,航空,军工,机械,农机,电子,信息,铁道,邮电,交通,化工,医疗器具,日用电器及轻工等部门里都有冲压加工。不但整个产业界都用到它,而且每个人都直接与冲压产品发生联系。像飞机,火车,汽车,拖拉机上就有许多大,中,小型冲压件。小轿车的车身,车架及车圈等零部件都是冲压加工出来的。据有关调查统计,自行车,缝纫机,手表里有80%是冲压件;电视机,收录机,摄像机里有90%是冲压件;还有食品金属罐壳,钢精锅炉,搪瓷盆碗及不锈钢餐具,全都是使用模具的冲压加工产品;就连电脑的硬件中也缺少不了冲压件。但是,冲压加工所使用的模具一般具有专用性,有时一个复杂零件需要数套模具才能加工成形,且模具制造的精度高,技术要求高,是技术密集形产品。所以,只有在冲压件生产批量较大的情况下,冲压加工的优点才能充分体现,从而获得较好的经济效益的。当然,冲压加工也存在着一些问题和缺点。主要表现在冲压加工时产生的噪音和振动两种公害,而且操作者的安全事故时有发生。不过,这些问题并不完全是由于冲压加工工艺及模具本身带来的,而主要是由于传统的冲压设备及落后的手工操作造成的。随着科学技术的进步,特别是计算机技术的发展,随着机电一体化技术的进步,这些问题一定会尽快二完善的得到解决。精密冲压一般可称为一次成型,尽量减少冲压后的加工.普通冲压就是冲压完后,仍需后期加工处理的.我就知道这么多了
什么叫精密冲压和普通冲压精密冲压一般可称为一次成型,尽量减少冲压后的加工?普通冲压就是冲压完后,仍需后期加工处理的?谁跟你说的?---------------------------------------------------------------修正下,应该叫精密冲裁,而不是精密冲压,冲裁是冲压分离工序的总称,精冲与否,是根据冲压件的精度要求和分离机理来说的,根据国标GB精密冲裁:IT6-IT9 (厚度相关,越厚越低)、除尺寸公差外,另对剪切面质量和塌角都有相应的要求,具体都有相应的数据可查。普通冲裁:IT10~IT14-------------抱歉,我实在是不知道该怎么一句话来表示它的概念。
冲压件相对孔的形位公差如何标注。所谓的形位公差是指形状和位置公差。穿螺栓用的孔没必要标注形状公差,自由公差即可。不是比较精密的零件,位置公差也应该无需标注,只注明公称尺寸就可以了。公差是实际参数值的允许变动量。参数,既包括机械加工中的几何参数,也包括物理、化学、电学等学科的参数。所以说公差是一个使用范围很广的概念。对于机械制造来说,制定公差的目的就是为了确定产品的几何参数,使其变动量在一定的范围之内,以便达到互换或配合的要求。而在数学中,公差是对于等差数列这一特殊数列而言的,它是指在等差数列中后一项与前一项的差(即第n项与第n-1项的差)。
冲压模具设计 什么地方要标公差,需要标注公差部位如下:1.配合类 导柱/导套 销钉孔,PIN,2.装配类 模板厚度,定位块 导料板(撑料板) 导正钉3.关联产品尺寸类 打弯间隙 拉伸凸凹模4.关注类 斜楔 侧冲 特殊部件等.