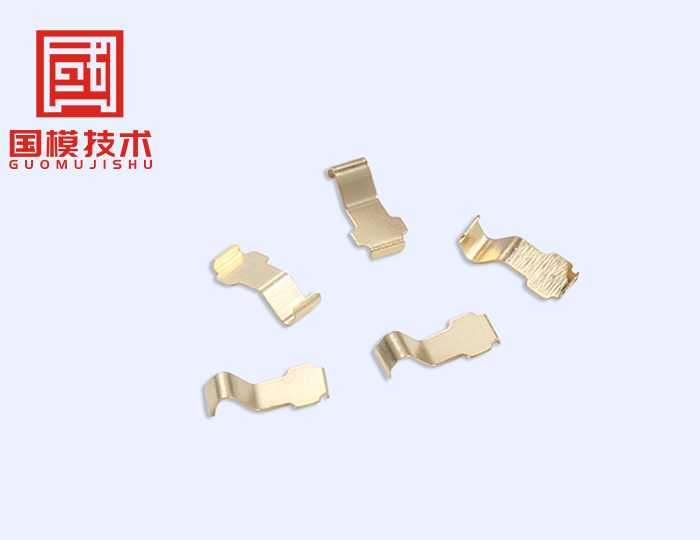
厦门精密铝板冲压件,铝板冲压要注意什么
最近厦门精密铝板冲压件的国模接到客户电话,问用铝板可以做冲压件吗?告诉大家,铝合金是可以做冲压件的,铝板材质冲压因为材料相对铁而言,硬度较小,容易断裂且价格昂贵,因此,以铝板材料制作模具时,应该注意以下问题:

1、是在不影响工序数量的情况下,冲孔工序应尽量排在后面,甚至对于冲孔数量较多的模具而言,宁可增加一道工序,也应将冲孔工序排在最后。
2、是由于铝料的硬度较软,而且模具容易堵料,所以在设计模具间隙时,应留尺寸在双边料厚10%的间隙,刀口直深位以2毫米较为合适,锥度则在0.8到1度之间。
3、是在折弯成型时,铝原材需贴PE膜,这是因为铝料在折弯时容易产生铝屑,这些铝屑会对工件造成损伤,出现点伤和压痕等加工缺陷。有PE膜的存在可以减少工件的受损。在滚轮及电镀的情况下,成型块以抛光镀硬铬为佳。
4、是对于后续需阳极加工的冲压件,压平和推平工序不可以将产品完全压合,否则的话在阳极化加工中会出现吐酸现象,需要留一个0.2到0.3毫米的缝,好使酸液能够顺利及时地流出。因此,这道工序上必须做限位块,并在模具上标定模高。
5、是由于铝合金材料较脆,容易开裂,特别是在反折边的情况下,因此尽量不要做压线,即使要做,也要将压线做宽一点,压线的深度要浅一点。
6、是所有铝合金工件刀口都要求用慢走丝线割加工,这样可以防止产生毛刺及落料不顺的现象出现。铝件容易产生高温,所以冲子要使用硬度至少在SKD11材质以上的材料,不能用D2等材料的差质冲子。

铝板冲压要注意什么?以上就是精密铝板冲压件的国模技术所分析的几点,国模是一家20000+套精密冲压模具的制作和生产经验,更是让锐硕针对不同行业不同产品,有着熟练的心得。使得每一位客户满意着国模的技术中,满意着工作结果。因为专注,因为用心,而把精度做到了0.01mm。选择国模,选择放心,联系电话:19926843449