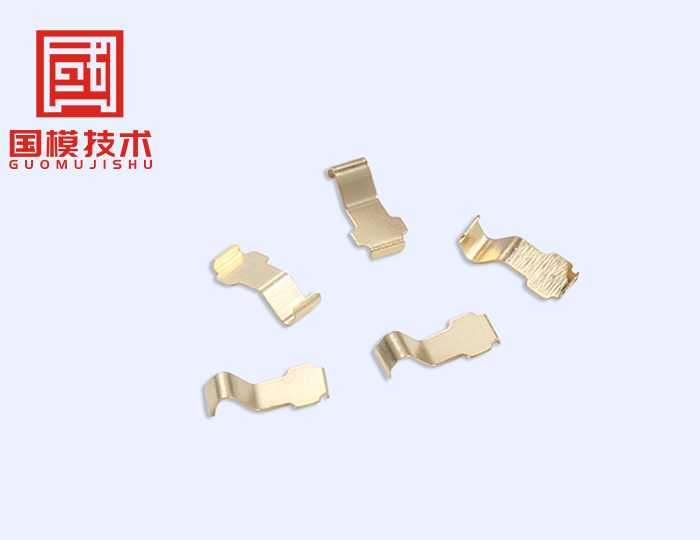
精密车削冲压件加工,车削的加工方法
精密车削冲压件加工,车削的加工方法,很多人在冲压时会遇到这个问题,今天就由国模五金为大家从以下几个方面来和大家一起说说精密车削冲压件加工,车削的加工方法的问题。
车削加工有哪些工艺特点?一般加工何种类型的零件车床加工主要用车刀对旋转的工件进行车削加工。车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床加工。车床既可用车刀对工件进行车削加工,又可用钻头、铰刀、丝锥和滚花刀进行钻孔、铰孔、攻螺纹和滚花等操作。按工艺特点、布局形式和结构特性等的不同,车床可以分为卧式车床、落地车床、立式车床、转塔车床以及仿形车床等,其中大部分为卧式车床。

1.粗车车削加工是外圆粗加工最经济有效的方法。由于粗车的目的主要是迅速地从毛坯上切除多余的金属,因此,提高生产率是其主要任务。粗车通常采用尽可能大的背吃刀量和进给量来提高生产率。而为了保证必要的刀具寿命,切削速度则通常较低。粗车时,车刀应选取较大的主偏角,以减小背向力,防止工件的弯曲变形和振动;选取较小的前角、后角和负值的刃倾角,以增强车刀切削部分的强度。粗车所能达到的加工精度为IT12~ITll,表面粗糙度Ra为50~12.5μm。2.精车精车的主要任务是保证零件所要求的加工精度和表面质量。精车外圆表面一般采用较小的背吃刀量与进给量和较高的切削速度进行加工。在加工大型轴类零件外圆时,则常采用宽刃车刀低速精车。精车时车刀应选用较大的前角、后角和正值的刀倾角,以提高加工表面质量。精车可作为较高精度外圆的最终加工或作为精细加工的预加工。精车的加工精度可达IT8~IT6级,表面粗糙度Ra可达1.6~0.8μm。3.精细车精细车的特点是:背吃刀量和进给量取值极小,切削速度高达150~/min。精细车一般采用立方氨化硼(CBN)、金刚石等超硬材料刀具进行加工,所用机床也必须是主轴能作高速回转、并具有很高刚度的高精度或精密机床。精细车的加工精度及表面粗糙度与普通外圆磨削大体相当,加工精度可达IT6以上,表面粗糙度Ra可达0.4~0.005μm。多用于磨削加工性不好的有色金属工件的精密加工,对于容易堵塞砂轮气孔的铝及铝合金等工件,精细车更为有效。在加工大型精密外圆表面时,精细车可以代替磨削加工。
精密五金加工流程详解对于五金材料,相信朋友们并不会感到陌生。在人们的日常生活中,有着各种各样的五金材料产品,但是这些五金材料产品的精密程度并不是非常高。而在电子、钟表以及航空航天行业内所用到的五金材料必须是精密的。为了能够得到精密的五金材料产品,此时就涉及到了精密五金加工技术了。
什么是精密五金加工?
在了解精密五金加工之前,我们需要了解一下什么是精密五金。精密五金是相对于普通的五金材料产品而言的,精密五金就是指的对精密度要求较高的五金产品,最大的特点就是精密,即公差必须在0.05mm以内。
精密五金加工,顾名思义,就是加工制作精密五金材料产品。一般情况下,精密五金加工主要是加工制作出一些精密度在0.05mm以内的零件或者配件。主要有精密塑胶五金、精密冲压五金、精密车削五金等。
精密五金加工的流程有哪些?
精密五金加工属于是一项对于零配件的精密度要求非常高的生产工艺流程。在加工生产精密五金的过程中,必须要严格控制精密度,确保得到合格的五金件。那么,精密五金加工的工艺流程有哪些呢?具体有以下几步:
第一步:熟悉加工设备和五金零件的图纸。
为了能够加工得到所需要的精密五金件,在加工制作精密五金件之前,需要认真查看五金件图纸,对所需要的加工的精密五金件的形状和尺寸做到熟悉。另外,还需要做到熟悉五金件的生产设备。
第二步:根据所要加工的五金零件进行开料。
开料即下料,就是指的根据所需要加工的五金件的尺寸和加工工艺来选取适当规格的五金原料。
第三步:加工精密五金件。
加工精密五金件就是将下好的料放入加工设备中,根据精密五金件的尺寸对原材料进行加工。
第四步:五金零件的表面处理。
五金零件的表面处理是对加工好的精密五金件的表面进行打磨、抛光、喷油或者电镀等处理。
完成以上步骤之外,就可以将所加工得到的精密五金件进行装配和出货了。以上就是精密五金加工的流程的简单介绍,希望对朋友们有所帮助。测一测限时你的预算能装修成什么样?